シグマ会津工場潜入レポート(その2)
金属加工
工場の他の場所ではレンズ以外の部品も、もちろん製造されている。
{kind=link}
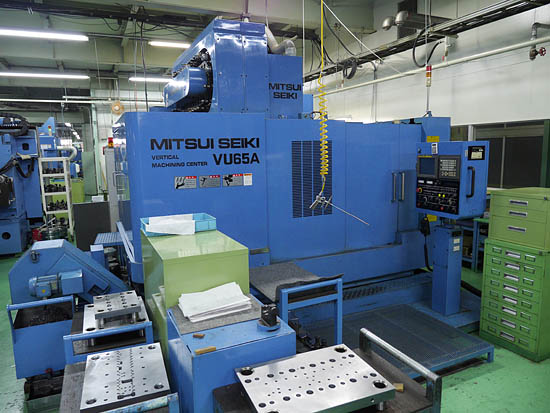
シグマのレンズには多くの金属部品が使われており、これらを製造するための区画が工場内にはある。そこでは多くの工作機械が立ち並び、様々な部品を製造している。上の写真は巨大な多軸工作機だ。最新の機械は9軸もの作業を行えるらしいが、この機械がそうなのかどうかはわからない。9軸工作機は部品をどの角度からでも工作することができ、刃物を回転させることも、部品を回転させることも、自由自在だ。上の機械はそれぞれ5メートル前後もの大きさになる。手前の金属は穴がいくつか開いているので、射出成形用の金型を作っているようだ。
{kind=link}
この写真には工作機のある部屋のだいたい半分が写っている。工作機は通路の両側にびっしりと並んでおり、正確な数は不明だが、おおよそ50から100もの多種多様な工作機がこの部屋にはある。
{kind=link}
上は工作機で作られたばかりのレンズマウントである。手前の光っている部品は作業を終えたところで、奥の鈍い金色のものはこれから作業にかけられる素材だ。左上にあるロボットのアームが部品を工作機に入れたり出したりしている。
{kind=link}
工場にあるのは全てコンピュータ制御のCNC工作機ばかりではない。いくつかの工程は手作業で行われている。上の写真は旋盤を使ってアルミ製の筒を作っているところだ。
{kind=link}
合金の中にはとても硬く、通常の工作機では加工できないものもある。そんな金属を加工できるのが上に写っている放電加工機だ。
放電加工は以下のようなプロセスで行われる。まず、電極を加工面から取り除きたい形に形成し、加工したい部品とともに液体に沈める。その後、電極と加工面を近づけ、大量の電流を流し、放電させる。この放電によって部品の加工面が徐々に削られていく。電極と加工面は放電を繰り返しながら徐々に近づいていき、最終的には電極の形とぴったり合う加工面が出来上がる。
この加工にはとても長い時間がかかるが、部品がどんな硬さであっても電気を通す物質なら加工が可能だ。
シグマはさらにワイヤ放電加工機もたくさん使用している。ワイヤ放電も通常の放電加工と同じ原理で加工していくが、使用する電極は細いワイヤーである。糸ノコギリのような形のワイヤーに電気を流し、硬い金属部品を分離したり、形成したりする。機械から常に新しいワイヤーが供給されるので、ワイヤーが摩耗することで切り口に影響を与えるということはない。ワイヤ放電加工には大量のワイヤーが使われるが、使用済みワイヤーは裁断され、リサイクル業者に回される。
{kind=link}
ネジはどうやって作られるか、考えてみたことはあるだろうか?打ち出しによって作られることもあるが、きちんとしたネジは上の写真のような専門の機械で作られている。写真はネジの原料となる金属の棒が機械に入っていくところである。作業は完全に自動化されており、製造したいネジの形状をプログラムすれば、あとは自動で金属の棒をネジに加工し、反対側から冷却液とともに排出される。ネジはザルで掬い取られ、冷却液と分離される。
{kind=link}
{kind=link}
これが作られたばかりのネジだ。上の写真はザルにたまったネジで、下の写真は山木社長の手のひらにあるネジである。
もちろんシグマも他の業者から大量のネジを購入しているが、それは通常の工業規格に合うものだけだ。レンズ内部で使用するネジは特製のものが必要である場合が多く、シグマは大量のネジを自社で作り続けている。
{kind=link}
ここでアルミニウムは液体に浸けられ、電流を流すことで表面に酸化アルミニウムの硬い膜を作る。酸化膜ができたら着色し、その後に表面の細かな穴を閉じて保護膜を作る。こうすることで汚れが付着しにくくなるのだ。アルマイト加工を行う所は高温多湿で、あまり快適な場所ではない。巨大なタンクの中には酸性の液体がぶくぶくと泡を立てているが、換気がしっかりしているので、化学薬品の臭いなどはあまりしない。しかし、ここで作業している人たちは大変だろう。正直脱帽である。
{kind=link}
私は表面仕上げのほとんどは自動化されていると思っていたが、いくつかの工程は手作業で行われていて驚いた。上の写真は、AF/MFの切り替えスイッチの塗装を手作業で行っているところだ。このような凹んだ場所の塗装はワイパーのようなものを使って塗料が凹みに残るようにするものだ。しかし、このスイッチに関してはそのやり方だと他の塗装すべきではない場所にも塗料が残ってしまうので、手作業が必要なのだろう。
この塗装で彼女が使っている道具も興味深い。一般的なブラシではなく、ピストンのない注射器のような部品を使っている。塗料はチューブを伝って補給され続けており、細い先端から塗料を染み出させて凹んだ箇所だけを塗装している。良くできているが、ここに座って一日8時間この作業だけをするのはさすがに大変だと思う。同じく脱帽だ。
プラスチック部品の製造
金属部品はこのくらいにして、次はプラスチックの製造を見てみよう。ここでは特に射出成形に注目したい。
名前からわかるように、射出成形は溶けた状態のプラスチック原料を、高圧で精密な金型に「射ち出す」ことで製造する方法だ。家庭にある電化製品の全てに、この方法で作られたプラスチック部品が最低1つは使われているはずである。カメラやレンズといった現在の写真撮影機器も、その中身のほとんどは射出成形されたプラスチックだ。
{kind=link}
射出成形の利点は、製品の誤差をとても小さく保てることと、一度金型を作ってしまえば追加コストがほとんどかからず、部品ごとの単価を抑えることができることだ。上の写真は巨大な射出成形機と、その手前に置かれたプラスチック部品である。上部に写っている灰色のロボットのアームが成形後に部品を金型から取り外し、注入用に使われた穴に残ったランナーを切り離し、その後部品をカゴに入れていく。
プラスチックそのものは比較的安価な製品に多用されるので、シグマの射出成形機が金属加工機よりもはるかに高精度で動作すると聞いて、とても驚いた。これは一度金型が出来てしまえば、摩耗することはないので、高い精度をずっと維持できることが理由だ。それに対して、金属を加工する場合は常にカッターが摩耗していくので、CNC工作機を使っても、それを補正しながら高精度で加工することはとても難しいのだ。
{kind=link}
上の写真は、射出成形機から取り出されたばかりのプラスチック部品である。この写真の部品は他のプラスチック部品と比べて比較的単純な構造だが、これを工作機で作ろうとすると大変な作業だ。射出成形が優れているのは、一度金型を作ってしまえば、飴玉を工場で作るように、これよりももっと複雑な部品でも、大量生産が可能な点にある。
かつてはレンズにプラスチックを使うのは問題が多かった。というのも、熱膨張の比率がプラスチックとアルミニウムとでは違うので、高温や低温の環境では部品が固まってしまったり、レンズ配置に影響を与えて、結果として光学性能が落ちてしまう可能性があったのだ。しかし、シグマが新開発したTSC(熱耐性複合材)はアルミニウムと熱膨張の比率が同じである。これはポリカーボネートとガラス繊維、金属繊維の複合からなっており、アルミニウムと同じ特性を持っているだけでなく、これまでの繊維強化プラスチックと比べてもより高い強度と弾性がある。動作する部品の品質が向上したことで、これまでのレンズと同じ強度をより小さな部品で代用することが可能になった。
{kind=link}
射出成形はプラスチックだけではなく、プラスチックと金属を一つの部品として成形することも可能だ。上の写真では3枚の金属片がプラスチックと組み合わされている。この部品を作る機械はとても良く出来ていて、それぞれの金属部品を寸分違わず計算された位置に配置することができる。しかし、この部品をどうやって作っているかはお見せできない。山木社長は工場内を動画撮影することには、当然のことながら難色を示されたので、写真撮影しか行っていないのだ。通常であればこのような場所で写真撮影することすら不可能なので、それを許可してくれた山木社長には大変感謝している。
{kind=link}
シグマによると、射出成形によって作られる部品の精度はプラスマイナス1マイクロメートル(1/1000ミリメートル)以下だという。もちろん、このような誤差を測定するには、同じ精度で部品を測定できる機械が必要だ。上に写っている写真がまさにそれである。この機械は針の先端にルビーのついた測定器を使うことで、マイクロメートル以下の精度でどの位置でも部品のサイズを測定できる。
シグマのような会社が金型を自社で内製しているのは普通はありえないことである。金型は巨大な高品質ステンレスの塊で、そこに穴を彫ってプラスチックの射出成形に使用する。レンズ生産に必要な精度を持った金型を作るのは大変で、何度も試作を繰り返さなくてはならない。一番大きな問題は、プラスチックそれ自体が温度によって大きさを変えるということだ。プラスチックは溶けた状態から固まるとき、元の大きさからかなり縮む。製品として必要なプラスチックのサイズは縮んだあとの大きさだが、それは金型に彫られた大きさよりも必ず小さくなるのだ。
{kind=link}
金型の試作を繰り返している写真
CADは金型を作成するのに使われており、プラスチックの熱膨張も計算に入れる事が可能だ。しかし、部分によってプラスチックの厚さが変わったり、隣り合う場所から圧力がかかったりして、膨張や収縮が一定にはならない。そういった複雑な要因を完全に計算に入れるのは難しいのだ。
CADによってある程度のところまでは計算したあとは、手作業で試行錯誤を繰り返すしかない。しかもここで必要なのは、数マイクロメートルレベルの誤差の修正である。金型を作り、部品を成形して巨大な測定器で大きさを測る。少しでもサイズが合わなければまた新しく金型を作り、同じことを繰り返す。上手く行った時でさえ、2回から4回はこの試作を繰り返す必要がある。
たやすく想像できることだが、この作業にはとてもコストがかかる。金型は信じられないような精度で加工されなければならないし、その金型自体も硬いステンレス合金でできている。表面仕上げも重要だ。全ての作業が終わるまで恐ろしい手間と時間がかかる。
しかし、山木社長によれば、金型作成それ自体はとてもコストがかかるが、それを内製していなければ新しいレンズの開発はもっとコストがかかっていたかもしれないという。また、もし金型を外注していたら外注先とのやりとりやスケジュールを合わせるのに時間がかかり、新しいレンズの開発サイクルが今より遅くなっていた可能性もある。金型を内製することで製造コストを抑えられ、試作にかかる時間を短縮でき、その結果シグマは毎年新しい、より良いレンズを製造できているのだ。
プラスチック、金属、ガラスのそれぞれの部品ができたら、次はいよいよ組み立てである。組立作業は基本的に手作業で行われる。というのも、もしレンズ表面にわずかなホコリでも付着していたら、それを組み合わせるときにレンズに悪影響を与えるからだ。全ての組み立て工程はクリーンルームで行われている。作業員はナイロン製の白衣を着ることで、髪の毛や皮膚によってレンズが汚れるのを防いでいる。クリーンルームの空気はフィルターによってチリが除去されており、組み立て場では作業員がレンズに汚れが残っていないか光を通して確認している。